


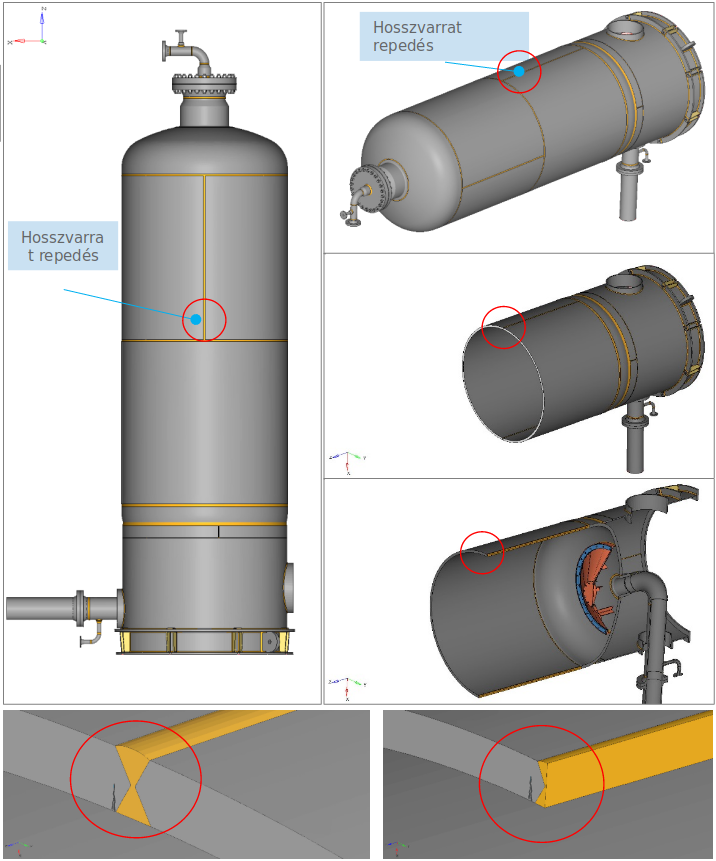
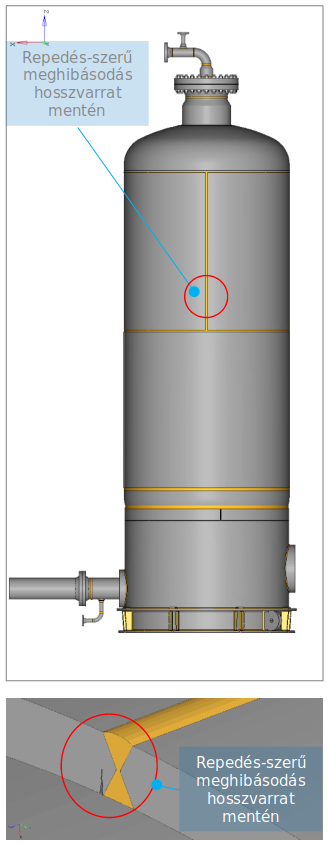
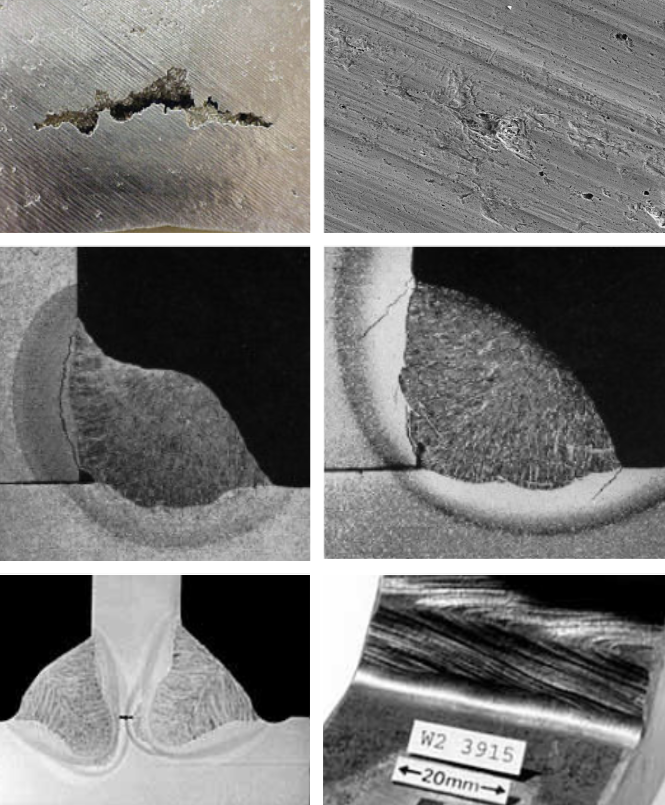
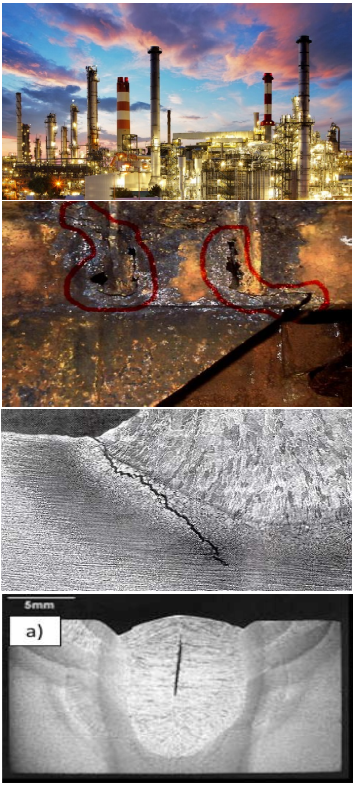
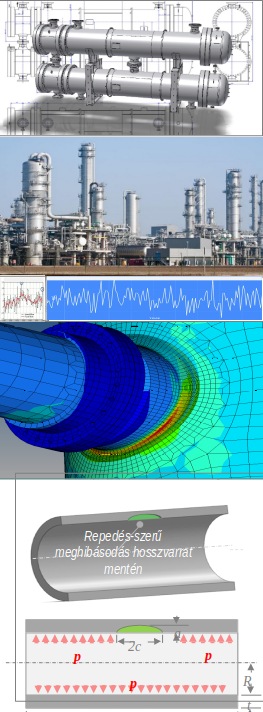
Időszakos inspekció FFS – Időszakos inspekció eredményeként repedés a hosszvarrat mentén a tartály belső oldalán
Szabványos eljárás
Az API/ASME FFS szabványos eljárás 3 értékelési szintet definiál:
-
Szint 1 (Level 1): ez a legegyszerűbb, un. alap értékelési eljárás, amelyet egy gyakorlott ellenőr, vagy üzemi mérnök is elvégezhet.
- a folyamat során egyszerű kézi kalkulációk is végrehajthatók
- szükségszerűen a legkonzervatívabb értékelési szint (néha Level 2,3 megfelel, viszont Level 1 nem)
- bizonyos esetekben Level 1 nem megengedett (pl. szeizmikus terhelés, szélteher, stb)
- Level 1 esetén az FFS-ben előírt eljárásokat pontosan kell követni, önálló, illetve egyéni értelmezésnek helye nincs!
-
Szint 2 (Level 2): komplexebb értékelési eljárás, mint Level 1, amelyet FFS-ben gyakorlott mérnök végezhet el. A legtöbb Level 2 kalkuláció előre definiált munkalapokon történik.
- a folyamat során elvégzett kalkulációk menete és formája FFS szerint előre definiált
- Level 2 alkalmazása során nagyobb mérnöki mozgástér engedhető meg műszaki döntések tekintetében
- a kiértékelést végző mérnöknek jártasnak kell lennie FFS eljárásaiban
-
Szint 3 (Level 3) : ez a leghaladóbb értékelési szint, amelyet magasan képzett és gyakorlott szakértő mérnök végezhet el. Az FFS ezen szintje a szükséges feszültség- és egyéb mérnöki analízisek számára számítógépes szimulációkat (CAE, CFD, NVH) tartalmazhat.
- a Level 3 folyamat során FFS szabvány néhány tervezési koncepciót ír elő, a kiértékelés részletes kidolgozását a szakértő mérnökre bízza
- mivel minden műszaki szituáció különbözik, a bonyolult mérnöki eljárások és számítások nehezen szervezhetők egymás utáni gyakorlati lépésekből álló rendszerbe, ezért nagyobb a szakértő mérnök felelőssége
- A Level 3 kiértékelés a legköltségesebb FFS eljárás, azonban ha egy komplex mérnöki analízis eredményeképpen súlyos meghibásodások és nem tervezett leállások kerülhetők el, akkor az valószínűleg jó befektetés volt
Az esettanulmány leírása
INSPEKCIÓ:
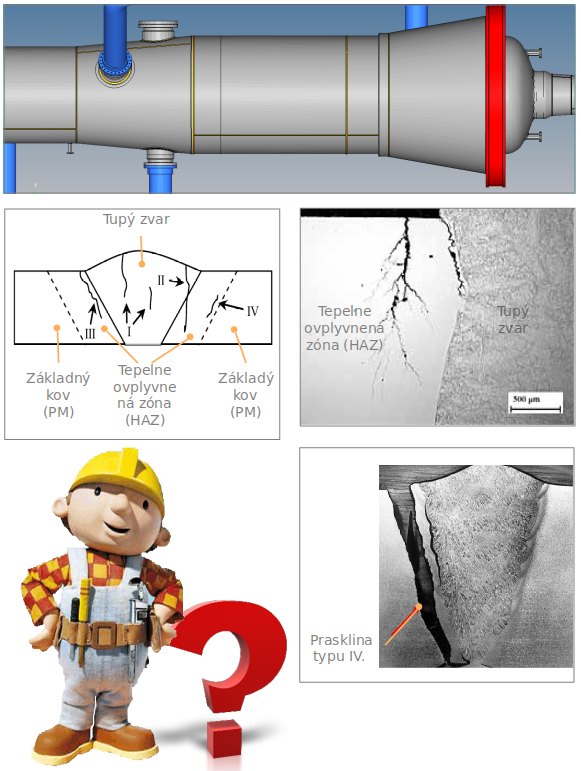
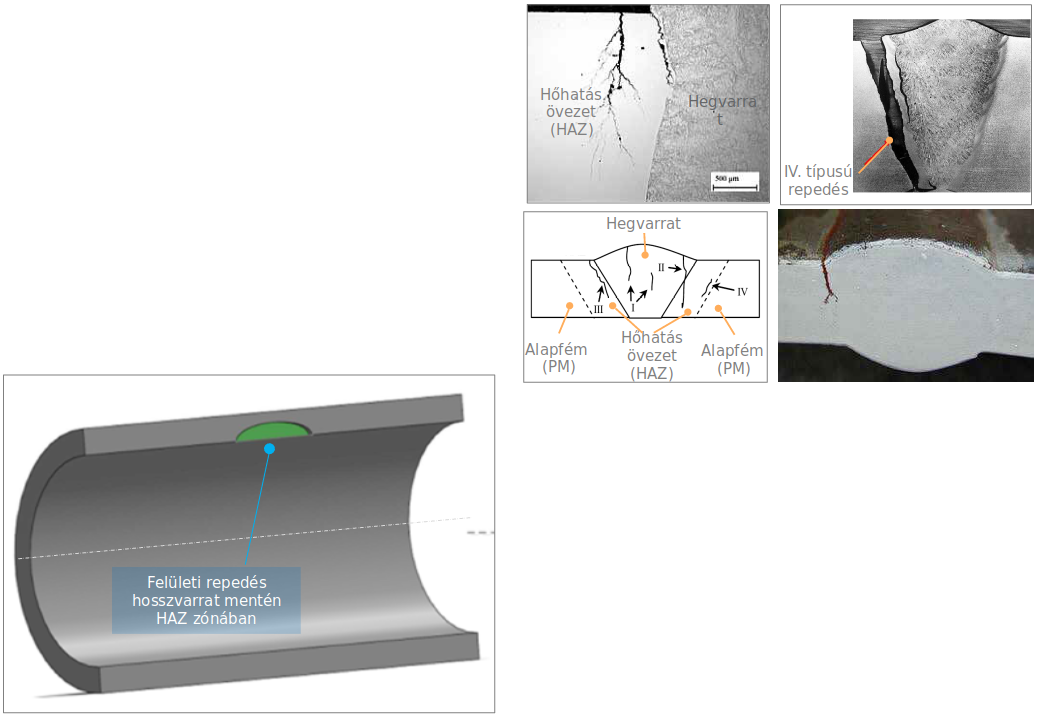
Időszakos inspekció eredményeként repedés a hosszvarrat mentén a tartály belső oldalán
FELADAT:
Szabványos FFS eljárás (API 579/ASME, PD7910, FITNET) segítségével el kell dönteni, hogy a hosszvarrat belső oldala mentén, valamely roncsolás mentes vizsgálattal észlelt repedés-jellegű meghibásodással alkalmas-e a berendezés a biztonságos további üzemelésre, vagy sem.
Az API/ASME FFS szabványos eljárás 3 értékelési szintet definiál:
- Szint 1 (Level 1) : ez a legegyszerűbb, un. alap értékelési eljárás, amelyet egy gyakorlott ellenőr, vagy üzemi mérnök is elvégezhet.
Szint 2
(Level 2) : komplexebb értékelési eljárás, mint Level 1, amelyet FFS-ben gyakorlott mérnök végezhet el. A legtöbb Level 2 kalkuláció előre definiált munkalapokon történik.Szint 3
(Level 3) : ez a leghaladóbb értékelési szint, amelyet magasan képzett és gyakorlott szakértő mérnök végezhet el. Az FFS ezen szintje a szükséges feszültség- és egyéb mérnöki analízisek számára számítógépes szimulációkat (CAE, CFD, NVH) tartalmazhat.

A KIÉRTÉKELÉS LÉPÉSEI:
1. A meghibásodás okának feltárása
- A meghibásodás mechanizmusát feltáró
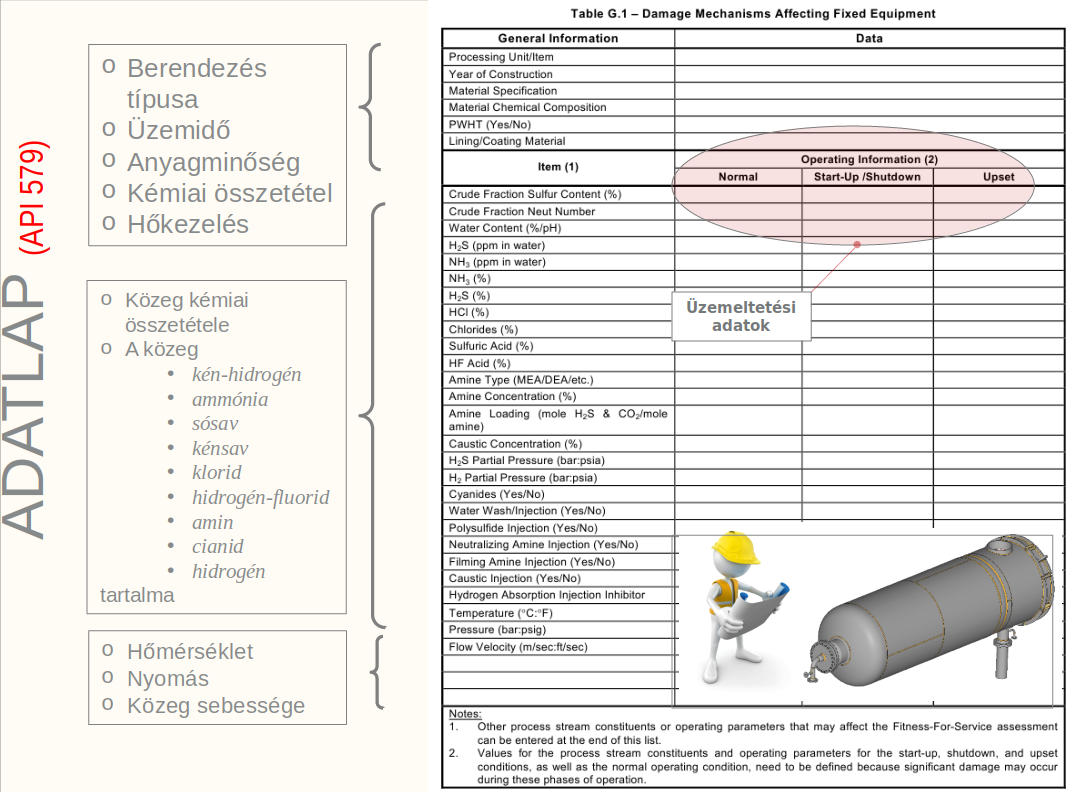
ADATLAP
- Normál üzemeltetés előtt szerzett meghibásodások
- Normál üzemeltetés alatt kialakuló meghibásodások
- A meghibásodás mechanizmusát feltáró
2. Adatszükséglet (technikai adatok és mechanikai jellemzők meghatározása)
ADATLAP
repedés-szerű meghibásodások kiértékeléséhez- A berendezés eredeti
tervezési adatai
- A berendezés
karbantartási
ésüzemeltetési
adatai - A berendezés
terhelése
ésfeszültség-eloszlása
- A berendezés
anyagának tulajdonságai
(Rp02 ; Rm ; KIC ) - A repedés-szerű
meghibásodás
jellemzői
3. API 579/ASME értékelési módok
- 1. Kiértékelési szint (Level 1) : legegyszerűbb értékelési eljárás, gyakorlott ellenőr, vagy üzemi mérnök végezheti
- 2. Kiértékelési szint (Level 2) : komplex értékelési eljárás, FFS-ben gyakorlott mérnök végezheti
- 3. Kiértékelési szint (Level 3) : leghaladóbb értékelési szint, magasan képzett és gyakorlott szakértő mérnök végezheti el
A meghibásodás okának feltárása
A berendezés üzem közbeni inspekció során feltárt meghibásodásai eredhetnek valamely anyag-, illetve gyártási, és/vagy üzemeltetés alatt indukált hibákból:
A berendezés normál üzemeltetése előtt szerzett meghibásodásai
- Anyaghibák
- Hegesztési folyamattal kapcsolatos hibák (porozitás, hegesztési repedések, kitöltési hibák, stb)
- Megmunkálással kapcsolatos hibák (gyök-lemunkálás, köszörülési repedések, horpadások, bemetszések, stb)
- PWHT kapcsolatos hibák (PWHT repedések, elridegedés, stb)
- Helytelen anyagválasztás
- A berendezés normál üzemeltetése alatt kialakuló meghibásodások

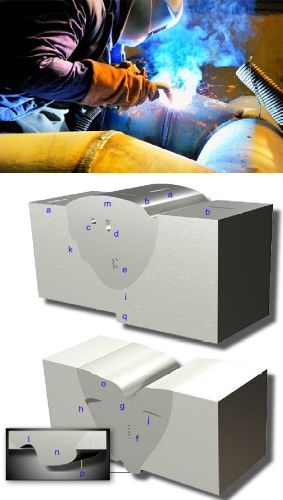
a – hosszirányú repedés
b – keresztirányú repedés
c – pórusosság
d – lyukacsosság
e – lokális porozitás
f – lineáris porozitás
g – zsugorodási üreg
h – salakzárvány
i – tökéletlen kitöltés
b – keresztirányú repedés
c – pórusosság
d – lyukacsosság
e – lokális porozitás
f – lineáris porozitás
g – zsugorodási üreg
h – salakzárvány
i – tökéletlen kitöltés
j – belső hegedési hiba
k – oldal hegedési hiba
l – gyök bemetszés
m – varratmagasság
n – varratkitöltés
o – kitöltési árok
p – átfedés
q – illesztési hiba
k – oldal hegedési hiba
l – gyök bemetszés
m – varratmagasság
n – varratkitöltés
o – kitöltési árok
p – átfedés
q – illesztési hiba
A berendezés üzem közbeni inspekció során feltárt meghibásodásai eredhetnek valamely anyag-, illetve gyártási, és/vagy üzemeltetés alatt indukált hibákból:
- A berendezés normál üzemeltetése előtt szerzett meghibásodások
A berendezés normál üzemeltetése alatt kialakuló meghibásodások
- Átfogó és helyi anyaghiányosság korrózió és/vagy egyéb eróziós okok miatt
- Felületre kiérő repedések
- Anyagban lévő repedések
- Anyagban indukált mikro-repedések (hidrogén-betegség, kúszás)
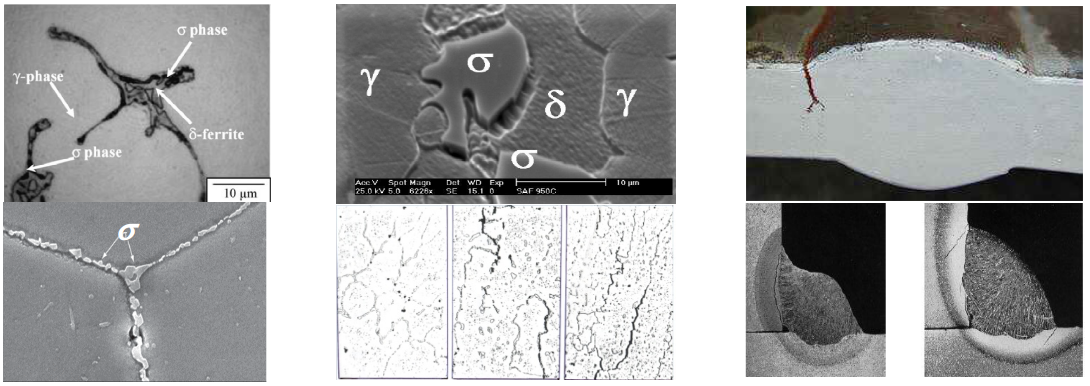
- Az anyag metallurgiai változásai
- Szénacélok elridegedése, szemcsésedése, grafitkiválásai
- Ferrites és ausztenites acélok ridegedést okozó un. s-fázis kiválásai
- Ferrites és duplex rozsdamentes acélok 475oC felett tapasztalható elridegedése
- 2.25Cr-1Mo acélok esetén tapasztalható megeresztési ridegedés
Adatszükséglet
2. ADATSZÜKSÉGLET (ADATLAP repedés-szerű meghibásodások kiértékeléséhez):
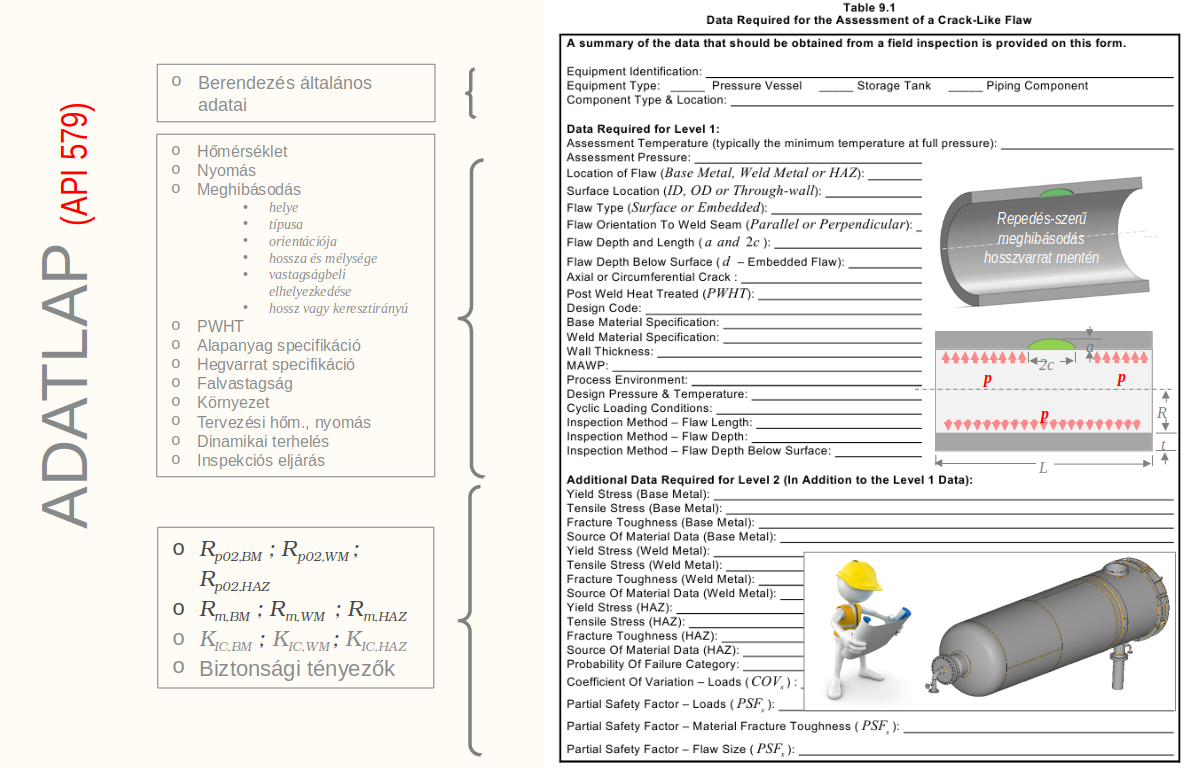
ADATSZÜKSÉGLET:
A berendezés eredeti tervezési adatai
- Berendezés fontos tervezési méretei (átmérő, falvastagság, stb)
- Modellezési (CAD/CAE) és számítási (feszültség, feszültség-intenzitás, stb) adatok
- Csonkok, fedelek, csövek, stb méretei, vastagságai, csatlakozásai.
A berendezés karbantartási és üzemeltetési adatai
- A meghibásodás kialakulásának legvalószínűbb mechanizmusa
- A repedés növekszik vagy sem
- Repedés alakjának és méreteinek becslése
- Lehetséges javítási, vagy kármentesítési intézkedések
A berendezés terhelése és feszültség-eloszlása
- Releváns terhelési esetek meghatározása (nyomás, hőmérséklet, egyéb mechanikai terhek, stb)
- Feszültségek kiszámítása (analitikus formulák STANDARD alapján, numerikus módszer - FEA)
- Feszültségkomponensek osztályozása (elsődleges, másodlagos, maradó)
A berendezés anyagának tulajdonságai (Rp02 ; Rm ; KIC)
- Mechanikai és hőtechnikai konstansok (E, n, a, stb)
- Folyáshatár és szakítószilárdság értékek (Rp02 ; Rm ; valós s-e görbe - Ramberg-Osgood)
- Feszültségek intenzitás értékek (KIC)
- Repedés növekedési modell (modell+konstansok maradó élettartam meghatározásához)
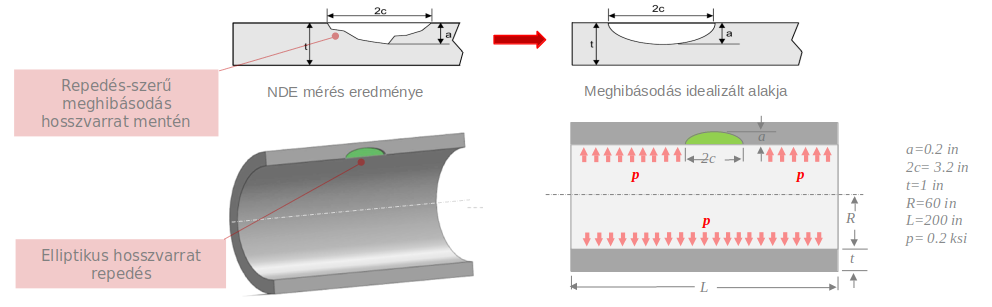
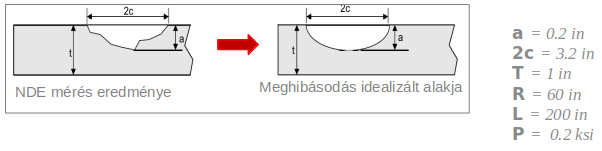
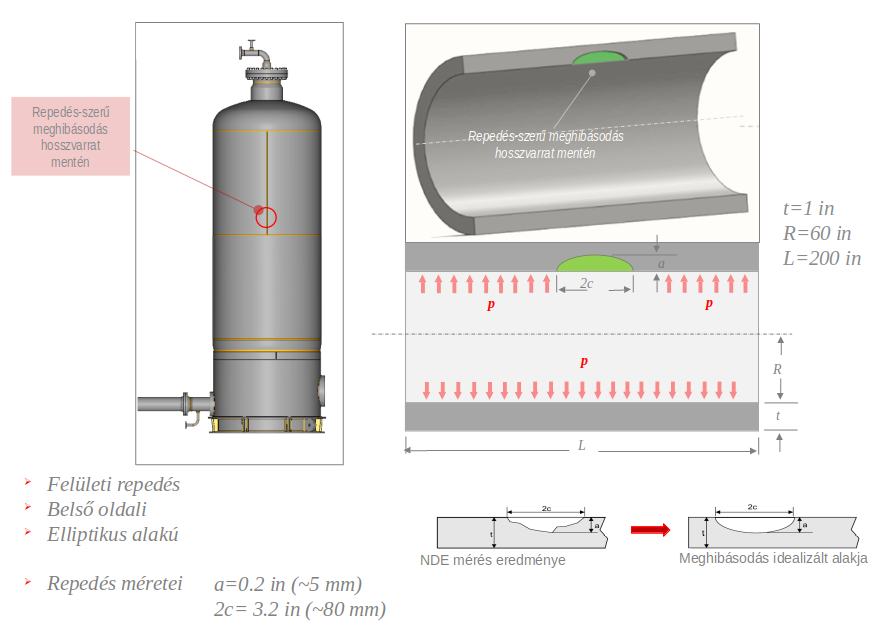
A repedés-szerű meghibásodás jellemzői
- A repedés hosszának meghatározása
- A repedés mélységének meghatározása
- Elágazó repedések jellemzése
- Többszörös repedés jellemzése
Inspekciós technikák
- Alkalmas NDE módszer kiválasztása
- repedés elhelyezkedése szempontjából (felületi, bezárt)
- hossz, mélység, orientáció (szög) és pozíció helyes meghatározása szempontjából
API 579/ASME értékelési móodok
API 579/ASME ÉRTÉKELÉSI MÓDOK (Level 1. Assessment):
STEP 1
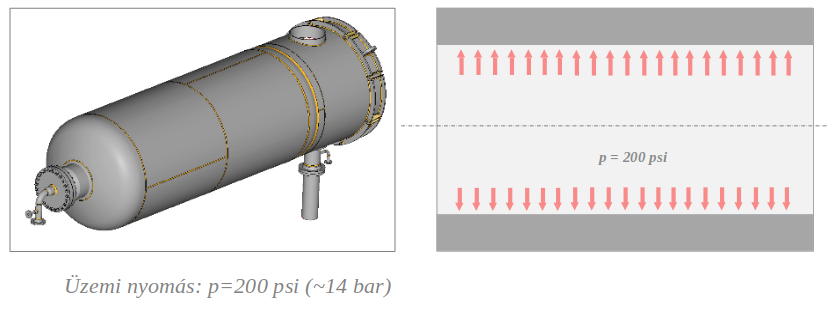
- Berendezés terhelése
- Berendezés üzemelési hőmérséklete
STEP 2
- Repedés-szerű meghibásodás méretei (hossz, mélység, elhelyezkedés)
STEP 3
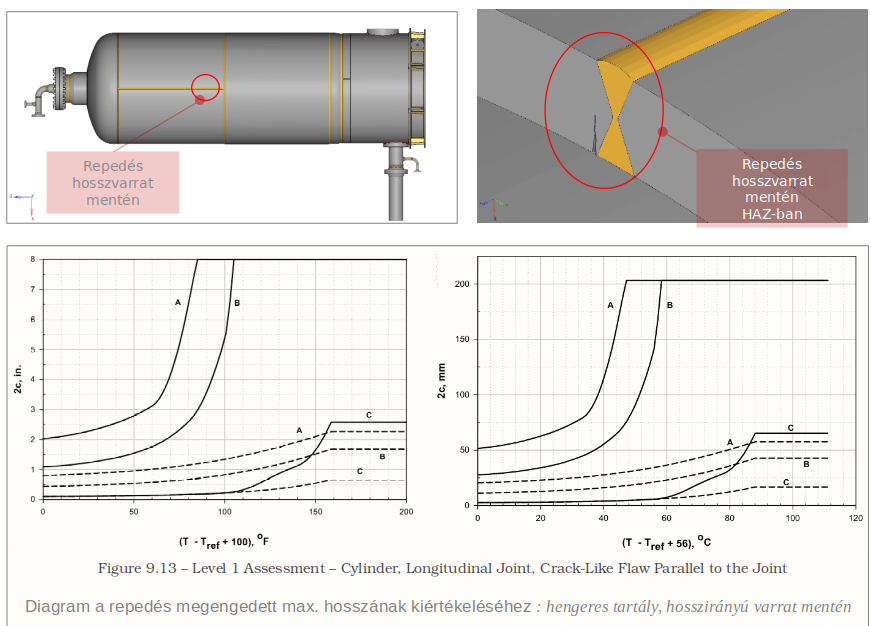
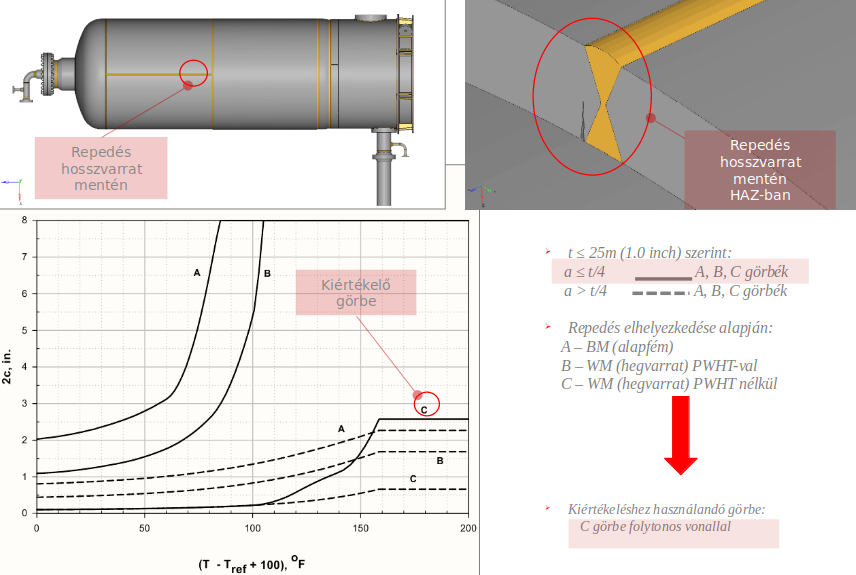
- API Diagram kiválasztása tartály típusa és repedés elhelyezkedése alapján
STEP 4
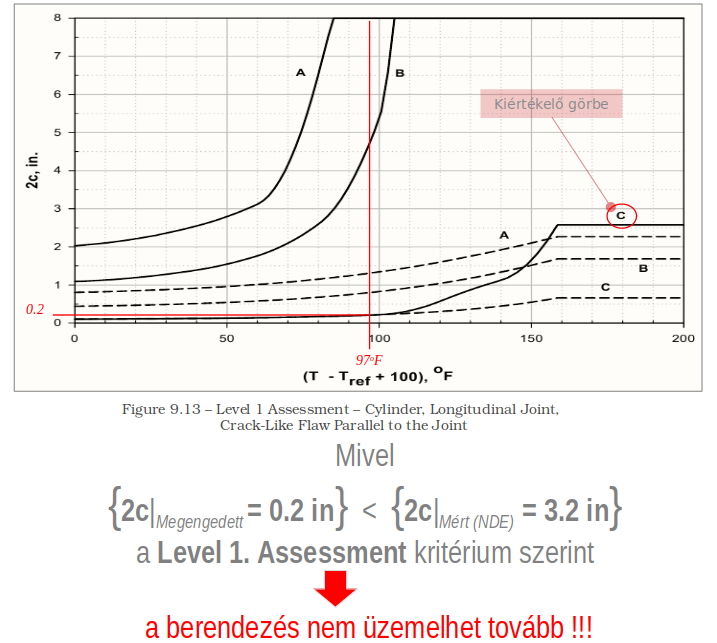
- Megengedett repedés-hossz görbéjének meghatározása
STEP 5
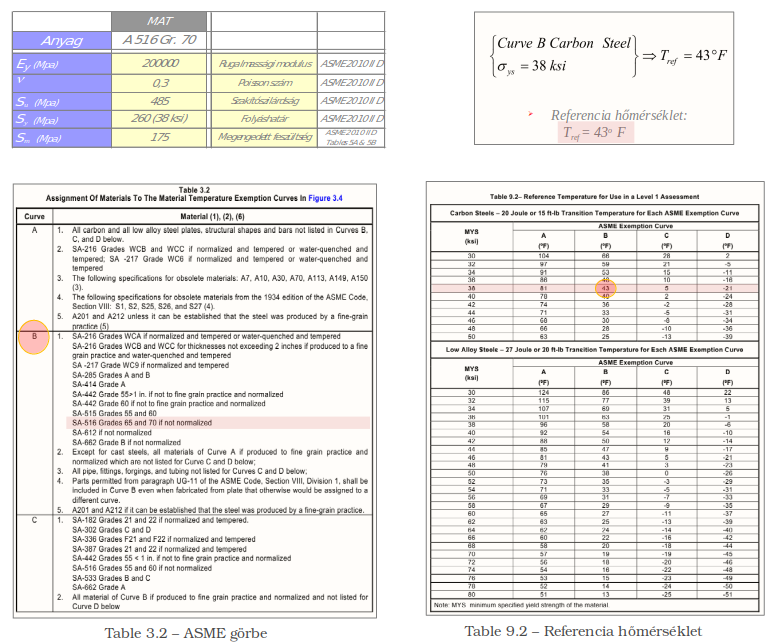
- Referencia hőmérséklet meghatározása (Tref) SA-516 Gr. 70 anyagminőség esetén
STEP 6
- Megengedhető maximális repedés-hossz (2c) meghatározása
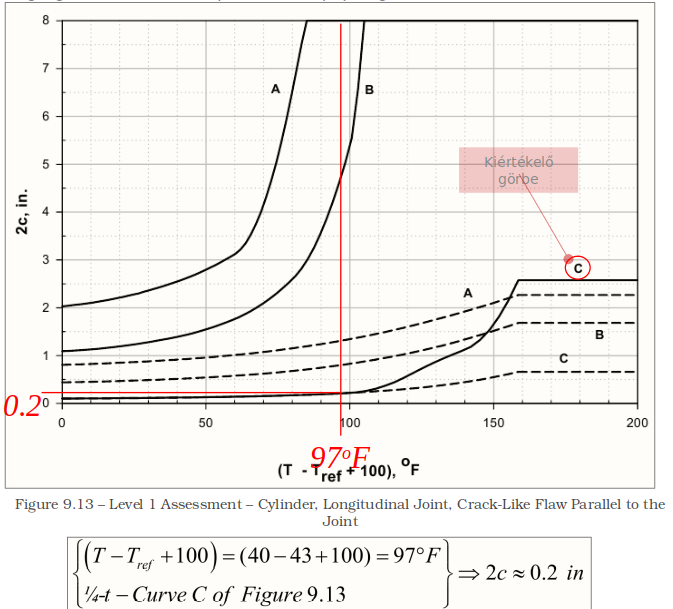
STEP 7
- Kiértékelés