



Metallic Additive Manufacturing Process Simulations
Additive Manufacturing (AM), widely known as 3D printing, is a manufacturing process where a component is produced, layer by layer, from digital 3D data. AM has developed rapidly in the last 10 years and has demonstrated significant potential in cost reduction of performance-critical components. This can be seen through improved design freedom, reduced material waste, and reduced post-processing steps.
ESI has been active in the field of metallic Additive Manufacturing Modelling since 2008. Processes supported by ESI-AM are powder bed fusion, powder and wire feed based direct energy deposition. The code is currently being commercialized as ESI Additive Manufacturing and is the world first Integrated Computational Material Engineering Platform for 3D printing.
Modeling AM processes not only provides important insight into competing physical phenomena that lead to final material properties and product quality, but also provides the foundation for qualification of the manufacturing process, exploiting the design space towards functional products and materials.
The length and timescales required to model AM processes and to predict the final workpiece characteristics are very challenging.
Models must deal with multiple physical aspects, such as heat transfer and phase changes, as well as the evolution of material properties and residual stresses throughout the build time. Therefore, the modeling task is a multi-scale, multi-physics endeavor calling for a complex interaction of multiple algorithms.
The realistic melting process with a full physics phenomenon in the background is integrated into the software package.
The realistic melting process in ESI:Additive Manufacturing

Keep reading about ESI Solutions for Additive Manufacturing.
Contact us to learn more.
Solutions for Metal Additive Manufacturing
Types of AM simulated by the software package
ESI has developed a complete suite of tools addressing heat source/feed stock interaction to identify manufacturing defects and residual stresses. The solution offers distortion tools that reliably and efficiently predict the workpiece behavior during the build process and after its release from the base plate. The tools are integrated in a unified Integrated Computational Material Engineering platform (ICME): ESI Additive Manufacturing.

The ISO/ASTM 52900 standard categorized all different types of 3D printing into seven main groups which includes selected production technologies. The ESI: Additive Manufacturing software package focuses on the simulation of following groups and processes:
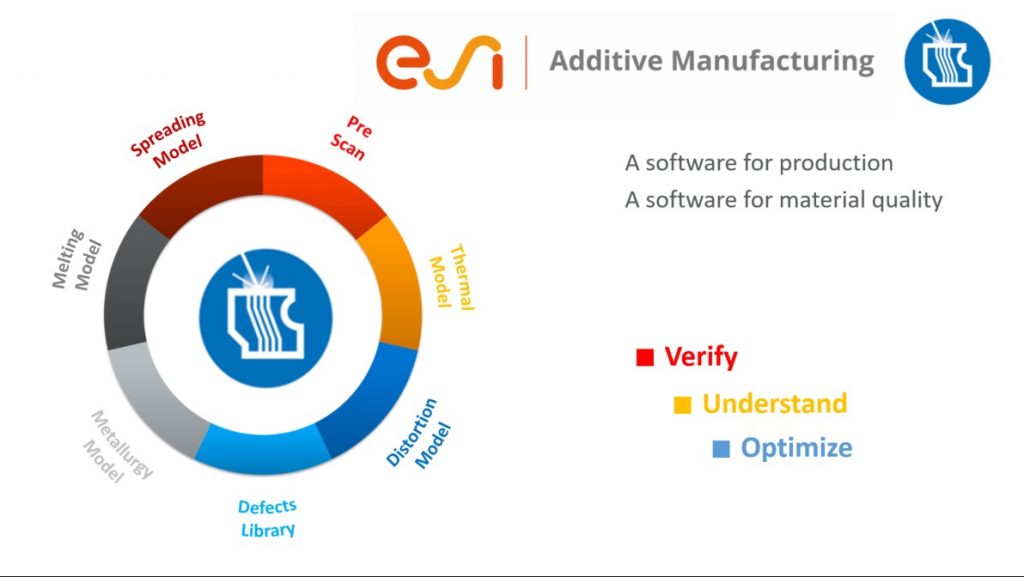
In order to take into account both Manufacturability (the ability to anticipate final distortions, and possible cracks and machine print failures) and Material Quality (porosity, surface finish, etc.) we need to be aware of all the phenomenons involved in the AM process. We start at powder spreading phase, where we simulate the powder distribution on the buildplate depending on the grain size distribution and the recoated dynamics (geometry and velocity), then we can simulate the interaction between the heatsource and the spread powder, resulting in the melting process depending on the laser power, trajectories and of course material properties. The trajectories are then examined during the deposition process to realize the entire workpiece, and can anticipate the mechanical and thermal behavior of the part. With this knowledge we can then anticipate the metallurgical properties and its link to the micro structure.
The main challenge there is to be able to chain all these phenomena in a smart and efficient way, as they involve different models, at different scales (time and size). To tackle this challenge we follow the ICME « Integrated Computational Material Engineering » approach to get a coherent chaining of all phenomena.
ESI Additive Manufacturing offers computational modules for:
- Process window pre-scanning tool
- Powder coating
- Melt pool shape and dimensions
- Consolidated material porosity
- Surface roughness
- Thermal history as a function of deposition strategy
- Residual stresses
- Distortion during build process and after release
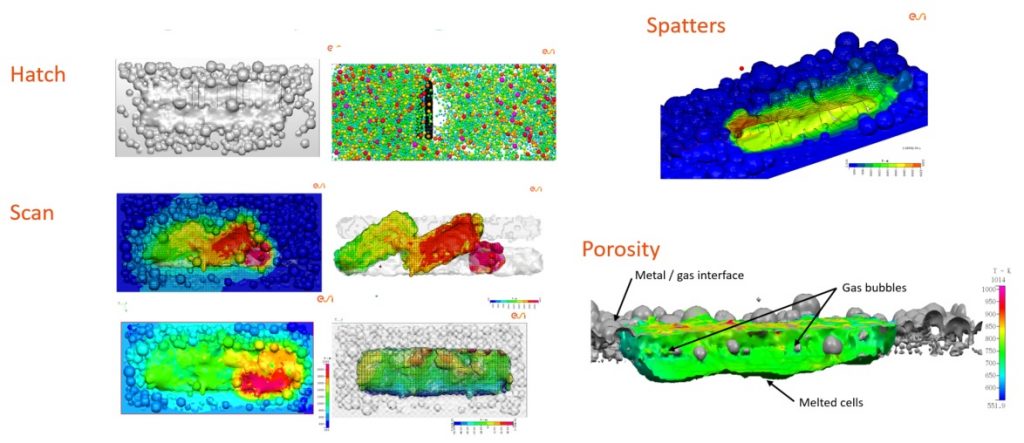
A typical result of a powder scale model shows the melting of a single hatch where one half of the upper surface is hidden to show how bubbles behave in the highly dynamic melt pool. It is evident that gas is trapped by the molten material and cannot escape prior to the material solidification. The level of porosity remaining at the end of the simulation can be quantified, as well as surface roughness.
Powder performance. It is possible to test the influence of powder properties and size distribution, and analyse the spreading efficiency accross the processing table.
Powder melting. At the end of the animation, porosity bubbles can be seen and the surface roughness can be quantified.
The realistic melting process in ESI:Additive Manufacturing
At workpiece scale, models were applied to several components, manufactured using powder bed fusion (smaller complex shapes) and direct energy deposition (large AM parts).
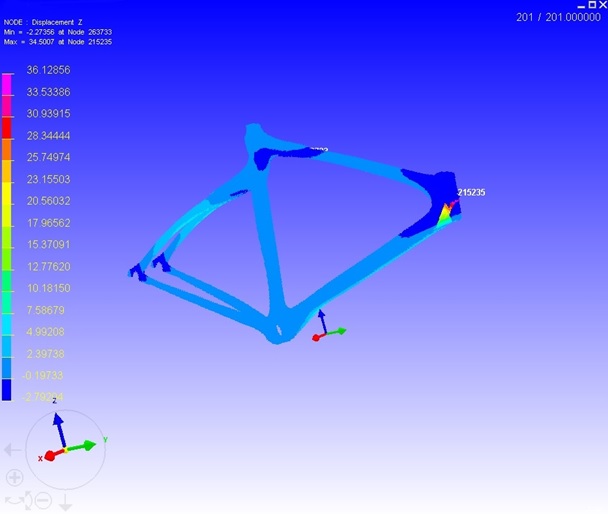
Racing bike frame manufactured using powder bed fusion
Wing spar manufactured using direct energy deposition – Courtesy: BAE Systems and Norsk Titanium / AMAZE FP7
Nacelle Hinge manufactured using powder bed fusion – Courtesy: Bombardier Aerostructures & Engineering Services / AMAZE FP7
Read more about the verification and validation studies ESI Additive Manufacturing modules have undergone, and find a list of relevant publications.
ESI is also contributing towards the EMUSIC project focused on developing manufacturing process identified in the call for components specified by aerospace companies both in China and in the EU.
Contact us to learn more about ESI Solutions for Additive Manufacturing.
Ready for a license?
Looking for more information?